

В этой статье мы расскажем о приёмах работы с деревом для домашней мастерской. Вы узнаете, как правильно отладить циркулярный станок, чтобы он не испортил заготовку при продольном распиле. В статье приведены технические приёмы и хитрости при работе с продольными заготовками.

Проблема прижжённой древесины твёрдой породы (дуб, бук, берёза) при распиле вдоль волокон на циркулярной пиле решается только шлифовкой. А это дополнительная операция, причём довольно трудоёмкая. Появление подпалин — верный признак неправильной настройки станка, при этом страдает перегруженный двигатель, усиленно изнашивается диск и портится заготовка.
Наиболее вероятные причины подпалин
- Засмоленный диск. Смолу можно быстро удалить специальным средством или смыть обычным растворителем (это немного дольше).
- Затупленные или поломанные напайки диска. Их можно восстановить, заменить или заточить в специальной мастерской, но проще и быстрее заменить диск на новый.
- Перекос параллельности ограничителей.
- Неправильная подача заготовки.
- Конструктивные дефекты древесины.

Первые две причины устраняются относительно легко и быстро — путём очистки или замены режущего полотна. Три другие — более серьёзные и далее мы расскажем, как с ними справиться.
Приём выставления параллельности диска и упора подручными средствами
- Выставьте упор на 100 мм от диска.
- Возьмите брусок длиной 60–70 мм и вверните в торец шуруп с круглой головкой. Эта головка, когда брусок прижат к упору, должна цеплять за зуб диска.
- Пометьте этот зуб маркером.
- Продвиньте заготовку с шурупом на другую сторону диска и прокрутите сам диск, пока помеченный зуб не сравняется с головкой шурупа.
- Усилие при зацепе зубом головки шурупа должно быть одинаковым в начале и в конце. Это можно определить на слух — металл диска прекрасно воспроизводит колебания. Если звук в начале и в конце разный — требуется более точно выставить пильное устройство в соответствии с инструкцией (для разных моделей способы будут разными).
- Профессиональные модели, пила которых неподвижна, имеют регулировку верстака*. Для этого нужно ослабить несколько болтов (которыми верстак закреплён к станине). Станки плотницкого типа предусматривают точную правку положения пильного агрегата.
* Имеется в виду часть стационарной пилы, которую также называют «пильный стол».
Точная установка параллельности при помощи часового индикатора
Это более профессиональный и точный метод, но для него потребуется специальный прибор — часовой индикатор ИЧ-10. В этом случае ориентир для упора — паз диска.
- Установите в паз рейку или брусок.
- Установите ИЧ-10 между рейкой и ограничителем. После этого обнулите показания.
- При помощи ИЧ-10 отрегулируйте упор по показаниям приборов — разница показаний должна быть нулевой.

Как видно, этот способ гораздо быстрее и точнее (цена деления 0,1 мм), но стоит такой прибор около 20 у. е.
Хитрость при выравнивании диска
Пильное устройство всегда закреплено на несколько болтов. Поэтому, регулируя его, лучше всего использовать один из них в качестве оси, вокруг которой будет двигаться (на миллиметры) весь механизм или диск:
- Выберите «осевой» болт, исходя из расположения креплений вашей пилы.
- Ослабьте его, а затем подтяните чуть сильнее ручной затяжки.
- Аккуратно ослабьте остальные болты до люфта.
- Выставьте механизм или диск в нужное положение, ориентируясь на показания ИЧ-10 или приспособления для выравнивания.
- Не давите на части механизма, чтобы сдвинуть его, а постукивайте по надёжным частям — так будет точнее.
- После достижения точного положения, первым затягивайте «осевой» болт — так настройка не собьётся.
Этот метод актуален для любых стационарных циркулярных, сабельных или ленточных пил.
Хитрость для расклинивающего ножа
Заключительной операцией при точной настройке станка будет проверка и регулировка расклинивающего ножа. Это полоска металла позади пильного диска, которая раскрывает распил, предотвращая зажим деталей. Он должен быть строго вертикален и параллелен диску. Параллельность проверяется обычным правилом. На некоторые модели в целях безопасности установлены прижимные зубчатые пластины — они предотвращают обратный ход заготовки (диск вращается в сторону оператора). Их регулировка сводится к проверке усилия пружины.
Иногда, когда древесина имеет высокую плотность, штатного расклинивающего ножа бывает недостаточно — недопиленная заготовка стремится вернуться в исходное положение и происходит зажим за расклинивающим ножом и неизбежные подпалины. Мастера в этом случае применяют простое решение, не имеющее аналогов по простоте и надёжности: обычный распорный клин на привязи.
Клин для циркулярки на видео
Как сделать распорный клин:
- После прохождения заготовкой штатного распорного ножа, вставьте в распил деревянный клин.
- Далее выполните полный проход заготовки и зафиксируйте крайнее положение клина.
- Выберите неподвижную точку над станком и подберите поводок по длине от точки до клина. Желательно использовать пружинный материал.
- Поводок привяжите к неподвижной точке (детали).
- После полного прохождения заготовки клин будет удаляться из неё, и оставаться на поводке.
Для удобства при распилке множества одинаковых деталей можно отрегулировать длину поводка.
Правильная подача заготовки
Подпалины и испорченная заготовка — самые лёгкие последствия неправильной подачи заготовки. Даже хорошо выставленные ножи и упоры не помогут, если заготовка подаётся неправильно — очень вероятен перекос, заклинивание, обратный ход или неконтролируемый рывок заготовки. Учитывая огромную скорость и силу циркулярной пилы, даже маленькая лёгкая заготовка способна нанести травму человеку.
Правила правильной подачи:
- Вертикальный прижим. Под каким бы углом вы не заводили заготовку, помните, что она должна быть плотно прижата к пильному столу на расстоянии 30–100 мм от диска.
- Горизонтальный прижим. Плотный контакт с ограничителем обеспечит ровный ход заготовки.
- Заводите и контролируйте заготовку двумя руками. Это правило следует из первых двух — одна рука прижимает к столу, другая к ограничителю.
- Для мелких деталей изготовьте или приобретите толкатель — он позволит избежать опасной близости рук и пильного диска.

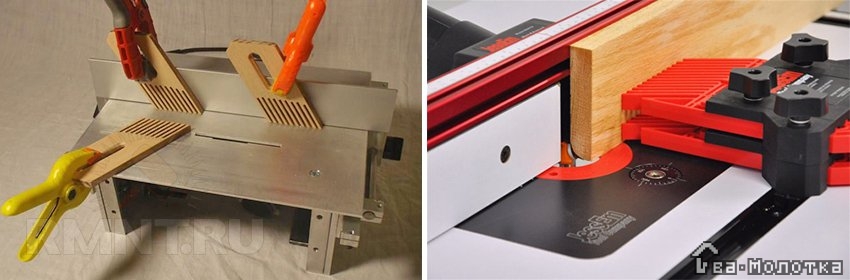
- Применяйте «прижим-гребёнку». Это приспособление свободно продаётся (цена от 3 у. е.), имеет множество вариантов исполнения. Также его можно изготовить самостоятельно (особенно если ваша циркулярка — самодельная) по конкретным размерам. Для этого нужно в бруске сделать множество пропилов и обрезать «гребёнку» под углом 75°.
Разумеется, при работе на станках не следует отвлекаться или делать параллельно другие операции.
Конструктивные дефекты древесины
Обычно дефектная древесина отбраковывается при отборе. Работа с такими заготовками чревата не только подпалинами (они появятся обязательно даже на точно выставленном станке), но и травмами. При этом материал может быть чистым, без гнили и сучков.
Основные приметы конструктивных дефектов:
- Продольная кривизна по толщине заготовки. Мастера называют такие заготовки «сабля». Если кривизна небольшая (высота прогиба до 10 мм на 1 м), заготовку можно прижать посильнее при распиловке. Заготовки большей кривизны отбраковываются.
- Продольная кривизна по ширине заготовки. Народное название — «коромысло». Правило то же, что и с «саблей», но допустимый прогиб — 20 мм.
- Волокна дерева не параллельны заготовке. Наиболее опасный вид дефекта — в заготовке есть существенные внутренние напряжения. При распиловке они высвобождаются и она может вести себя непредсказуемо. Единственный вариант применить такую заготовку — выровнять её рейсмусом (обоюдным электрорубанком).

Первые два случая могут привести к подпалинам, последний — приведёт обязательно. Продукты распиловки перекошенной древесины будут также иметь кривизну и должны находиться после монтажа в раскреплённом состоянии.
Заключение
Своевременная проверка станка избавит вас от неприятной обязанности удалять прижоги и подпалины с заготовок. Помните, что все манипуляции со станком необходимо проводить после его отключения от сети.